
יישום מוצר
מכונת חיתוך פלזמה אוויר מסוג LG-40/LG-63/LG-80/LG100 מובנית מסוג משאבת אוויר היא הבלעדית שלנו לתפעול נייד, התקנה חיצונית וחלל צר ומשתמשים אחרים לפיתוח מוצרים חדשים. שונה לחלוטין מכונת חיתוך קשת פלזמה המקורית צריך בדרך כלל להגדיר את מדחס האוויר עם אופן השימוש. שימוש במכשירי כוח מיוחדים זרים ופיתוח וייצור של מוצרי היי-טק העדכניים ביותר של בקרת המהפך, זה לא רק בעובי החיתוך, גימור החריץ, קשת קלה לביצוע, זרם חיתוך מתכוונן ברציפות הרבה לפני מוצרים מסורתיים ושאר חיתוך אינוורטר מְכוֹנָה
1.אמץ טכנולוגיית מהפך מתג רך IGBT, נפח קטן, קל משקל, קל להזזה, שליטה חכמה במאוורר, חיסכון באנרגיה.
2. משך עומס גבוה, זה ציוד יעיל
3. הפונקציה של זרם חיתוך מוגדר מראש מדויק
4. לחץ קשת יציב, מהירות חיתוך מהירה, משטח חיתוך חלק ועיוות קטן
5. זרם החיתוך עולה לאט, פונקציית עצירת עיכוב גז, יכולה להגן ביעילות על לפיד החיתוך
6. שיטת התחלת הקשת הייחודית בתדר גבוה מפחיתה את ההפרעות למערכת ה-CNC.
8. מתאים למכונת חיתוך CNC, התאמת רובוט, ניתן להתקין על מסגרת ה-CNC

יתרון
נייד, חסכוני באנרגיה, רעש נמוך, מדחס מובנה ללא תחזוקה, ועם פונקציית הגנה אוטומטית של שלב חסר תלת פאזי ותלת פאזי תקלות, אמינות גבוהה. הוא משתמש רק בספק כוח תלת פאזי של 380V יכול לעבוד, עלות החיתוך נמוכה, יכול לחתוך פלדת אל חלד, נחושת, אלומיניום, טיטניום, פלדה יצוקה, פלדת סגסוגת, פלדת פחמן, מתכת מרוכבת וכל שאר חומרי המתכת. Cut-40/63/80/100 מוסיף גם את הפונקציה של ריתוך ידני עם מוטות ריתוך, שניתן להשתמש בהם במכונה אחת.


נתונים טכניים:
| דוגמנית | LG-63Z | LG-100Z | CUT-63 | CUT-100 |
| מתח | 380V±10% | 380V±10% | 380V±10% | 380V±10% |
| זרם כניסה מדורג | 12.5A | 21א | 12.5A | 21א |
| זרם פלט מדורג | 63 א | 100 א | 63A/280A | 100A/350A |
| חיתוך טווח כוונון זרם | 20-63A | 20-100A | 20-63A | 20-100A |
| חיתוך מתח ללא עומס מדורג | 300V | 330V | / | / |
| משך טעינה מדורג | 0.6 | 0.6 | 0.6 | 0.6 |
| צורת עבודה | לא נגע | לא נגע | לא נגע | לא נגע |
| לחץ אוויר | 0.3--0.6Mpa | 0.3-0.6Mpa | 0.3-0.6Mpa | 0.3-0.6Mpa |
| עובי חיתוך אופטימלי | ≤20 מ"מ | ≤32 מ"מ | ≤20 מ"מ | ≤32 מ"מ |
| זמן פיגור בגז | 6 שניות | 6 שניות | 6 שניות | 6 שניות |
| מִשׁקָל | 38 ק"ג | 45 ק"ג | 45 ק"ג | 50 ק"ג |
| מֵמַד | 530*335*510 מ"מ | 630*335*560 מ"מ | 630*335*560 מ"מ | 700*335*560 מ"מ |
שיטת פעולה:
1. חבר את כבל הקלט לאספקת החשמל התלת-פאזית של 380V, ושימו לב שהקטע של קו החשמל המחבר את כבל הקלט צריך להיות גדול מ-2.5 מ"מ רבוע.
2. סגור את מתג ההפעלה של מכונת החיתוך, מחוון המתח דולק ומאוורר הקירור פועל; הגדר את מתג הפונקציות למצב של "זיהוי גז", משאבת האוויר המובנית תתחיל, ואמורה להיות פליטת אוויר על לפיד החיתוך. אם משאבת האוויר לא מופעלת בהצלחה, יכול להיות שהפאזה של כניסת הכוח מחוברת שגויה, אנא החלף שני מצבים של החוט החי, או שזה עשוי להיות שלב חסר תלת פאזי, אנא בדוק אם כניסת הכוח חסר שלב;
3. שים את מתג הפונקציות במצב של "חיתוך", לחץ על המתג של ידית לפיד החיתוך, ולפיד החיתוך צריך להיות פנאומטי באותה מידה.
4, לפי עובי וחומר החיתוך, בחר את הזרם ואת מהירות החיתוך המתאימים.
5. חיתוך:
עם אקדח חיתוך ללא מגע P80, החזק את לפיד החיתוך למצב ההתחלה, כוון את הזרבובית אל חומר החיתוך, הטה את לפיד החיתוך קדימה ב-15 מעלות, ולחץ על מתג ידית לפיד החיתוך. לאחר שחומר העבודה חודר, התחל להזיז את לפיד החיתוך; לאחר החיתוך, שחרר את מתג הידית.
6. ריתוך: הצב את מתג הפונקציות במצב של "ריתוך קשת ידני", הסר את אקדח חיתוך הפלזמה, הכנס את החיבור המהיר של ידית הריתוך לשקע של "חוט ידית ריתוך", כוונן את הזרם המתאים והתחל לרתך.




מוצרים קשורים
 מקור כוח פלזמה misnco המותג
מקור כוח פלזמה misnco המותג מקור כוח פלזמה huayuan
מקור כוח פלזמה huayuan שירות בחו"ל מיני מכונת חיתוך cnc בפיליפינים
שירות בחו"ל מיני מכונת חיתוך cnc בפיליפינים מכונת חיתוך לייזר סיבי מתכת 500W 700W 1000W cnc
מכונת חיתוך לייזר סיבי מתכת 500W 700W 1000W cnc 500W 1000W 2000W מכונת חיתוך לייזר סיבים לצלחת פלדה וצינור
500W 1000W 2000W מכונת חיתוך לייזר סיבים לצלחת פלדה וצינור חותך פלזמה 1325 צלחות מתכת
חותך פלזמה 1325 צלחות מתכת מכונת חיתוך מתכת הנתב cnc
מכונת חיתוך מתכת הנתב cnc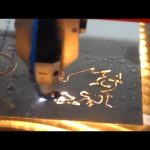 מכונת חיתוך cnc פלזמה ניידת נירוסטה 1325
מכונת חיתוך cnc פלזמה ניידת נירוסטה 1325 מכונת חיתוך פלזמה להבה cnc ניידת
מכונת חיתוך פלזמה להבה cnc ניידת עלות נמוכה מכונת חיתוך פלזמה cnc מכונת חיתוך מעגל מכונת חיתוך מעגל
עלות נמוכה מכונת חיתוך פלזמה cnc מכונת חיתוך מעגל מכונת חיתוך מעגל